É o que você procurava?
Fale conosco para obter o trabalho completo, clique no botão ao lado
Manutenção Industrial garante eficiência operacional
Seja bem-vindo!
Essa atividade te auxiliará a desenvolver competências técnicas muito importantes para o mercado de trabalho, especialmente na área de manutenção industrial. Assim, é essencial que você leia com atenção cada linha da atividade, pesquise soluções em outras fontes, resolva os exercícios com calma, discuta com seus colegas de turma e não hesite em contatar o professor mediador em caso de dúvidas. Tudo isso faz parte do processo de aprendizagem ativo e imersivo.
Esta atividade abordará a respeito da manutenção em um contexto mais estratégico, como alavanca para gerar resultado nas organizações, que precisam se reinventar devido ao árduo cenário socioeconômico em que vivemos e também à competição de nossas empresas em um mercado globalizado. É importante entender a capacidade que a manutenção tem de implementar técnicas, melhorias, procedimentos, novos processos e, com isso, gerar resultado operacional, além de maior competitividade para as organizações. Quando falamos em competitividade, o papel da manutenção passa a ser fundamental e estratégico no atual cenário desafiador e de competitividade global.
Indústrias brasileiras otimizam sua produtividade com a realização regular de manutenções em equipamentos.

Fonte: https://oglobo.globo.com/patrocinado/dino/noticia/2024/01/23/manutencao-industrial-garante-eficiencia-operacional.ghtml. Acesso em: 26 jun. 2024.
A manutenção industrial engloba uma série de procedimentos técnicos e operacionais essenciais para restaurar, ajustar ou substituir um determinado componente. Seu objetivo primordial é preservar e assegurar o eficiente funcionamento de máquinas e equipamentos, prevenindo paradas nas linhas de produção de uma fábrica ou indústria.
Segundo dados coletados pela Plant Engineering e publicados pela Infraspeak, 29% das fábricas gastam de 5% a 10% do orçamento anual em manutenção. Em média, 23% das tarefas de manutenção são subcontratadas. Isso significa que algumas indústrias contratam empresas especializadas para realizar os serviços de manutenção industrial, porém sua maioria tem essa tarefa realizada por sua própria equipe, pois o “know-how” dos manutentores internos é imprescindível para as principais tarefas da manutenção.
De fato, conforme aponta um artigo publicado pela Revista Manutenção, as ações de manutenção em indústrias requerem um vasto conhecimento técnico e experiência prática. Isso destaca a necessidade de contar com uma equipe especializada e capacitada para garantir a eficácia e a segurança desses processos.
Vale destacar que, de acordo com um artigo publicado pelo Portal da Indústria, a manutenção preventiva é um dos tipos de manutenção mais importantes dentro de uma planta industrial. Isso porque, através dela, é possível reduzir custos, aumentar a produtividade e garantir mais segurança aos trabalhadores.
Por fim, é possível concluir que a implementação eficaz de práticas de manutenção, combinada com a expertise de profissionais especializados e o uso de produtos de primeira linha, é essencial para o sucesso contínuo das indústrias brasileiras. Ao adotar uma abordagem estratégica para a manutenção, as indústrias podem impulsionar sua excelência e, consequentemente, sua competitividade no mercado.
Agora que você teve uma visão geral da importância da manutenção industrial, chegou a hora de resolver problemas relacionados ao nosso estudo de caso, colocando em prática vários dos conceitos abordados na disciplina. Com esse objetivo, neste M.A.P.A., você será estimulado a implementar ferramentas e conceitos trabalhados ao longo da disciplina para gerar soluções que garantam um bom desempenho dos equipamentos e processos. Com isso, preparar a empresa para um outro patamar de competitividade no atual cenário desafiador do mercado.
Pronto para começar?
Parabéns! Você conquistou o seu primeiro emprego como profissional em uma renomada empresa do setor de manufatura, com o objetivo de integrar um novo grupo de trabalho com foco na alavancagem da manutenção da empresa, que está tendo pouco prestígio e cujas pessoas aparentam desmotivação (com isso, os indicadores industriais mostram que a manutenção precisa de ajuda!). Após passar algumas semanas no seu novo posto de trabalho, entrevistando pessoas, analisando documentos, acompanhando atividades, realizando medições de tempo e avaliando procedimentos, você chega à conclusão de que a empresa possui vários pontos de melhoria na área da manutenção e apresenta um plano para o gerente industrial, com foco em três linhas de trabalho fundamentais: Gestão de Pessoas, Planejamento e Controle da Manutenção e Indicadores de Desempenho da Manutenção.
GESTÃO DE PESSOAS
1.a. As rotinas são muito dependentes das pessoas, e estas precisam conhecer os seus papéis e responsabilidades na manutenção. Utilizando a tabela a seguir, elenque as principais responsabilidades dos principais atores da manutenção.
| Função | Principais responsabilidades |
| Gerente de Manutenção | |
| Supervisor de Manutenção | |
| Planejador de Manutenção | |
| Programador de Manutenção |
Fonte: o autor.
1.b. Além dos papéis e responsabilidades de cada pessoa dentro de um departamento de manutenção, é preciso que as atividades gerem valor para o negócio. Você elencou dez atividades que ocorrem com frequência na manutenção:
Deslocamentos inúteis.
Preenchimento da ordem de serviço.
Tempo gasto para realização do serviço.
Falta de conhecimento da atividade a ser realizada.
Preparação do serviço.
Deslocamento da oficina até o local do serviço.
Falta de organização de ferramentas.
Tarefa não é planejada com antecedência.
Diversas idas à ferramentaria por falta de ferramenta.
Retirada de peças no almoxarifado.
Utilize a tabela a seguir para classificá-las em valor agregado e valor não agregado.
| Valor Agregado | Valor Não Agregado |
Fonte: o autor.
1.c. Avaliando os números de produtividade da manutenção no dia a dia, você chegou aos valores mostrados na figura a seguir, que indicam um percentual de VA de 55% e de NVA de 45%:
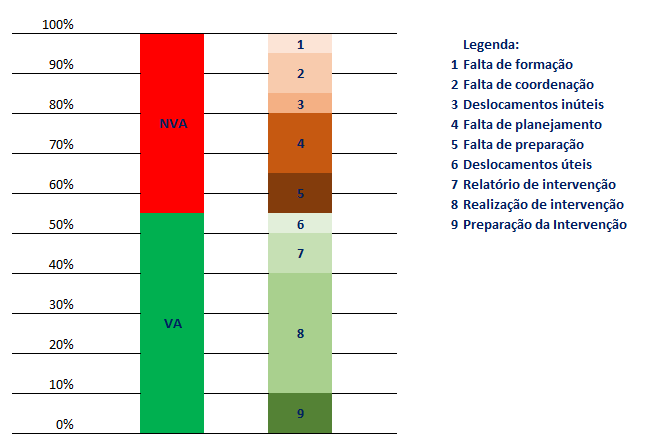
Fonte: adaptada de: CUIGNET, R. Gestão da manutenção. Lisboa: Lidel, 2006.
Após a implementação das ações sugeridas por você, as causas de NVA (não valor agregado) 1, 3 e 5 foram reduzidas em 25%, a causa 2 em 40% e a causa 4 em 30%. Nessas condições, qual é o novo valor final do percentual do VA (valor agregado) após a implementação das ações? (Utilizar duas casas decimais no cálculo).
PLANEJAMENTO E CONTROLE DA MANUTENÇÃO
2.a. Com o objetivo de organizar as demandas de manutenção corretiva, você seleciona uma amostra de solicitações de serviço recebidas pela manutenção e decide fazer uma análise para decidir qual ferramenta poderá ser utilizada. A primeira coisa que faz é organizar as informações em uma tabela:
| Data | N° SS | Equipamento | Descrição | Solicitante |
| 10/03/21 | 638/21 | Bomba BOM-305 | A bomba está com vazamento de água no selo mecânico. O processo continua em operação normal. | Paulo |
| 10/03/21 | 639/21 | Centrífuga CT-05 | A centrífuga está com muita vibração. Na última hora o nível de vibração triplicou e foi necessário reduzir a capacidade de operação do equipamento. | Pedro |
| 10/03/21 | 640/21 | Homogeneizador HM-02 | O homogeneizador está com problema nas vedações, apresenta intermitência na operação e está impactando no processo seguinte. | José |
| 11/03/21 | 641/21 | Bomba BOM-400 | O motor da bomba está com um pouco de vibração. Não está impactando no processo, mas é bom um eletricista verificar. | Sílvio |
| 11/03/21 | 642/21 | Centrífuga CT-03 | A centrífuga está com vazamento no selo. Processo opera normalmente. | Thiago |
| 12/03/21 | 643/21 | Válvula VAL-250 | A válvula de saída da bomba está com pequeno vazamento de água. | José |
| 12/03/21 | 644/21 | Compressor CA-01 | Uma das correias do compressor está danificada e ele pode parar a qualquer momento. | Carlos |
| 12/03/21 | 645/21 | Válvula manual de controle de vapor VAL-105 | A válvula está com vazamento na junta. Estamos verificando que o vazamento aumenta a cada dia, podendo parar a planta e também danificar os flanges, condenando a válvula. | Celso |
Fonte: o autor.
Ao observar os dados preenchidos na tabela, com uma análise prévia, você acredita que a ferramenta conhecida como matriz GUT, que analisa a Gravidade, a Urgência e a Tendência de cada solicitação recebida pelo departamento de manutenção, possa ser adequada e uma boa opção para o departamento de manutenção utilizar no dia a dia. Utilize os critérios a seguir e preencha a nova tabela com a sua análise, explicando qual seria a ordem de atendimentos às demandas recebidas pela manutenção, iniciando pelos serviços com a maior nota GUT.
| Parâmetro | Peso | Critério |
| Gravidade | 5 | Se o serviço não for realizado, o processo será interrompido drasticamente e/ou ocorrerá comprometimento da segurança |
| 3 | Quando a produção não for interrompida, porém será reduzida | |
| 1 | O equipamento está envolvido no processo produtivo, mas tem pouca influência na produção do setor | |
| Urgência | 5 | O equipamento está parado ou em condição que implique em uma ação corretiva imediata |
| 3 | O equipamento está operando com deficiência, impedindo o desempenho de uma função importante. O problema está reduzindo a produção e/ou qualidade do produto | |
| 1 | É uma ação de manutenção preventiva no equipamento. É uma nova instalação não existente | |
| Tendência | 5 | A não solução do problema trará consequências graves para o processo atual ou seguinte em curto prazo. |
| 3 | A não solução do problema trará maiores consequências para o processo seguinte a médio ou longo prazo. | |
| 1 | A não solução do problema não mudará com o tempo, o equipamento está em condição estável |
Fonte: adaptada de: AMARAL, C. P. Gestão da manutenção. Apostila do curso de Manutenção Classe Mundial promovido pela Abraman. Maringá, 2012.
Tabela a ser preenchida utilizando-se a equação GUT = (G + U) x T:
| Equipamento | N° SS | Descrição | G | U | T | GUT | Ordem |
| Bomba BOM-305 | 638/21 | A bomba está com vazamento de água no selo mecânico. O processo continua em operação normal. | |||||
| Centrífuga CT-05 | 639/21 | A centrífuga está com muita vibração. Na última hora o nível de vibração aumentou e foi necessário reduzir em 20% a capacidade de operação do equipamento. | |||||
| Homogeneizador HM-02 | 640/21 | O homogeneizador está com problema nas vedações, apresenta intermitência na operação e está gerando impactos no processo. | |||||
| Bomba BOM-400 | 641/21 | O motor da bomba está com um pouco de vibração. Não está impactando no processo, mas é bom um eletricista verificar. | |||||
| Centrífuga CT-03 | 642/21 | A centrífuga está com vazamento no selo. Processo opera normalmente, mas o vazamento tende a aumentar. | |||||
| Válvula VAL-250 | 643/21 | A válvula de saída da bomba está há 2 meses com pequeno vazamento de água, mas sem tendência de piorar | |||||
| Compressor CA-01 | 644/21 | Uma das correias do compressor está danificada e ele pode parar a produção a qualquer momento. | |||||
| Válvula manual de controle de vapor VAL-105 | 645/21 | A válvula está com vazamento na junta. Estamos verificando que o vazamento aumenta a cada dia, podendo parar a planta e também danificar os flanges, condenando a válvula. O vapor pode queimar alguém. |
Fonte: o autor.
2.b. Esta ferramenta (GUT) é uma boa opção para a organização das solicitações de manutenção corretiva? Vale a pena implementá-la?
2.c. Você então seleciona um trocador de calor do processo para verificar a se o plano de manutenção está adequado. Contudo, descobre que este equipamento não possui um plano com tarefas de manutenção estruturadas. Em entrevista com pessoas da operação e da manutenção, você levanta as seguintes informações:
Trocador de calor: este equipamento é solicitado 24 h/dia. O seu histórico mostra em média 1 falhas por mês, cujo impacto interfere em todo o processo. O tempo de reparo médio é de 3 horas, com custo médio de R$ 2.500,00, e a planta fica indisponível durante este tempo. O equipamento possui risco médio de segurança e baixo de meio ambiente, porém afeta gravemente a qualidade do produto, gerando reclamações internas.
Utilize o algoritmo a seguir e classifique a criticidade destes equipamentos em A, B e C.
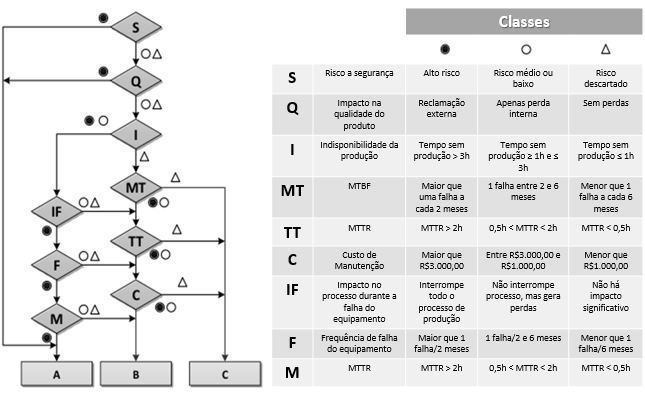
Fonte: adaptada de: JIPM. Japan Institute for Plant Maintenance. 600 Forms Manual. Japan, 1995.
2.d. Você busca o manual do equipamento e, depois de muito estudo, chega nas seguintes tarefas de manutenção preventiva para o trocador de calor:
Mensalmente (1 mecânico – 2 horas de serviço: 2 Hh):
– Verificar o funcionamento do equipamento (limpeza, ausência de vazamentos e de ruídos anormais) – M
– Verificar o funcionamento dos manômetros – M
Trimestralmente (1 mecânico – 4 horas de serviço: 4 Hh):
– Verificar o funcionamento do equipamento (limpeza, ausência de vazamentos e de ruídos anormais) – M
– Verificar o funcionamento dos manômetros – M
– Fazer a limpeza externa dos visores – T
Semestralmente (2 mecânicos – 4 horas de serviço: 8 Hh):
– Verificar o funcionamento do equipamento (limpeza, ausência de vazamentos e de ruídos anormais) – M
– Verificar o funcionamento dos manômetros – M
– Fazer a limpeza externa dos visores – T
– Realizar teste de estanqueidade – S
Anualmente (2 mecânicos – 8 horas de serviço: 16 Hh):
– Verificar o funcionamento do equipamento (limpeza, ausência de vazamentos e de ruídos anormais) – M
– Verificar o funcionamento dos manômetros – M
– Fazer a limpeza externa dos visores – T
– Realizar teste de estanqueidade – S
– Substituição de juntas de vedação – A
– Substituir parafusos e porcas sujeitos a pressão – A
Com base nessas informações, elabore o mapa de 52 semanas (52C1) sem hierarquia para o trocador de calor em questão. Inicie a manutenção anual na semana 5.
2.e. A empresa possui 6 trocadores de calor no seu processo (Trocador de calor A, Trocador de calor B, Trocador de calor C, Trocador de calor D, Trocador de calor E e Trocador de calor F). Considerando um plano de manutenção com hierarquia, elabore o mapa 52C1 para os seis trocadores, iniciando a manutenção anual do Trocador A na semana 5 e mantendo um intervalo de 2 meses na manutenção anual dos demais trocadores para não sobrecarregar a equipe de manutenção.
INDICADORES DE DESEMPENHO DA MANUTENÇÃO
Você é convocado para uma reunião e o tema principal é a baixa confiabilidade da planta, que tem gerado um elevado custo de manutenção e tem contribuído diretamente para a baixa produção. Após a reunião, você solicita os dados de falhas do último mês, e recebe a planilha que segue:
| Data | Equipamento | Tipo Falha | Tempo de Parada | Descrição |
| 02/06 | BOMB-101 | Mecânica | 5:00 | Quebra do eixo da bomba |
| 03/06 | VAL-505 | Mecânica | 2:00 | Vazamento de vapor |
| 06/06 | CCM-202 | Elétrica | 0:45 | Curto-circuito em cabo |
| 09/06 | RED-050 | Mecânica | 3:15 | Quebra do acoplamento |
| 12/06 | CCM-203 | Elétrica | 1:30 | Queima de contator |
| 15/06 | HOM-304 | Mecânica | 3:00 | Rompimento de junta |
| 18/06 | SEC-600 | Mecânica | 2:20 | Quebra do rolamento |
| 22/06 | EXP-603 | Instrumentação | 2:10 | Queima de sensor presença |
| 25/06 | FIL-902 | Mecânica | 2:00 | Rompimento da gaxeta |
| 29/06 | SUB-01 | Elétrica | 2:00 | Desarme do disjuntor geral |
Fonte: o autor.
3.a. Com base nos dados da planilha, você logo lembra do conceito de OEE e pensa: “com esses dados eu consigo calcular a disponibilidade da planta”. Sabendo que a planta operou 24 horas durante os 30 dias do mês, qual foi a disponibilidade dela no último mês? Lembre-se de converter minutos para horas!
3.b. Utilizando as informações da tabela, calcule os indicadores de Tempo Médio Entre Falhas (TMEF) e Tempo Médio para Reparo (TMPR).
3.c. Sabendo que o tempo de ciclo é de 400 unidades/hora, e que foram produzidas 256.000 unidades no período, com 250.000 aprovadas, qual foi o OEE da planta? Lembre-se de que a disponibilidade da planta já foi calculada anteriormente.
Bom trabalho!
É o que você procurava?
Fale conosco para obter o trabalho completo, clique no botão ao lado
Trabalhos Relacionados:

a) Determinar a relutância equivalente do circuito magnético.
A conversão eletromecânica de energia constitui um dos fundamentos mais importantes da engenharia elétrica, sendo […]
MAPA – CONVERSÃO ELETROMECÂNICA DE ENERGIA – 52_2026
A conversão eletromecânica de energia constitui um dos fundamentos mais importantes da engenharia elétrica, sendo […]

a) Realize a montagem prática da partida estrela-triângulo com os componentes disponíveis. Forneça uma foto ou esquema da montagem com os contatos do circuito devidamente identificados.
PRIMEIRA TAREFA: DIMENSIONAMENTO DE CONDUTORES A partida estrela-triângulo é um método utilizado para iniciar a […]
Deixe um comentário